Asset Performance Management (APM)
Comprehensive approach to managing the lifecycle performance of physical assets
Industrial Asset Performance Management
Industrial Asset Performance Management requires a comprehensive approach that combines technology, processes, and people to maximize asset reliability, minimize downtime, and enhance operational efficiency. Organizations can significantly improve asset performance and overall business outcomes by leveraging data-driven insights and proactive maintenance strategies. Artificial intelligence (AI) and machine learning (ML) extend data analytics beyond traditional analytical methods especially when the data amounts are big and the monitored assets and systems are complex.
The exponential connectivity growth to highly advanced devices in operational technology creates massive amounts of data. Although such advances bring the possibility of additional insight, they also introduce complexities and data quality issues. Research shows data collection and management take up to 80% of the time to implement APM solutions. ABB Ability™ History optimizes the whole value chain from the device connectivity up to decision support.

Asset Health and Condition Monitoring
Monitoring asset conditions using data from directly connected devices, controlling systems, or separate sensors helps identify potential issues and predict equipment failures before they occur. The equipment failures are typically divided in electrical and mechanical faults either in the device itself or in the system where it is acting. Also the environment conditions or abnormal usage can cause risks for electrical and rotating machinery.
The raw sensor data needs to be processed, transformed into useful information, and delivered in real time for humans to make informed decisions according to maintenance priorities and resource allocation. Businesses rely on modern data platforms such as ABB Ability™ History in data collection, processing, and analyses to provide information in real-time to different stakeholders via multiple channels from continuous monitoring dashboards to notification messages on anomalies.
In industries such as manufacturing, oil and gas, mining, and utilities, APM is crucial because the assets and systems to be monitored are often complex and critical for operations. This makes collecting and processing data and ensuring its quality important and time-sensitive, requiring a highly reliable multi-directional data streaming platform with flexibility and scalability in system topologies, APIs, and application deployment.
Predictive Maintenance
The predictive maintenance solutions utilize historical and real-time data analysis to provide insight into the likelihood of asset failure. Based on the insight, the maintenance team can proactively schedule maintenance activities at optimal times, minimizing unplanned downtime and reducing maintenance costs. By monitoring various performance indicators calculated from measurements, APM applications can identify patterns and anomalies that may indicate impending failures, create alerts and notify users via email, SMS, or through a dedicated dashboard.
Over time with increased data amounts, the predictive models are expected to evolve more sophisticated and better in predicting equipment failures to help businesses minimize downtime, reduce maintenance costs, and extend the lifespan of their equipment by enabling proactive maintenance rather than reactive repairs.
Reliability-centered Maintenance
Data analytics and reliability-centered maintenance (RCM) principles are the core tools of APM when trying to achieve the reliability goals of maintenance strategy. Reliability-centered maintenance thoroughly analyses asset failure modes, criticality, and impact. The strategy integrates contextual asset function and asset criticality into maintenance planning. By applying RCM reliability engineering principles, organizations can identify critical assets, assess failure modes and consequences, and develop maintenance plans to mitigate risks and improve reliability.
RCM is a continuous process that requires sustainment throughout the life cycle of an asset. It gathers historical data to improve future design and maintenance tasks. This feedback is an important part of the proactive maintenance element of the RCM. Historical data can identify the most critical and vulnerable assets and systems that need more attention and care. It helps determine the optimal frequency and timing of preventive maintenance tasks based on the actual condition and usage of the asset. Furthermore, data-driven indicators and alerts can be used to predict and prevent potential failures and malfunctions before they occur.
Data Analytics
One of the key principles of APM is to take a holistic and proactive approach to the entire production system. Analyzing large volumes of data collected from the sensors, devices, and control systems, and combined with the data from the manufacturing operations management and other sources is the basis for identifying patterns, trends, and anomalies. Advanced analytics enable better decision-making for optimizing asset performance. Seamless data exchange and collaboration across different functional areas, improve overall asset management effectiveness and provide a holistic view for management.
Risk Management
Organizations with data-driven approaches have better insights to identify, manage risks and make decisions. The analytics enable organizations to assess and mitigate risks associated with asset performance. And with the use of historical data, promotes identifying patterns and trends related to asset failures, safety incidents, and other risks. With that organizations can implement preventive measures and develop risk mitigation strategies to ensure operational safety and compliance. Understanding and mitigating risks help organizations prioritize maintenance activities and allocate resources effectively.
Lifecycle Management
APM should cover managing assets throughout their entire lifecycle, from design and installation to operation and decommissioning. This involves making informed decisions about repairs, upgrades, or replacements based on the asset's condition and performance.
Remote Support
While the devices get more advanced with lots of self-diagnostics and options for remote maintenance, the asset owner competencies for the maintenance might be less. An essential part of the modern maintenance strategy is remote monitoring and maintenance services provided by device manufacturers. Enablement of remote services introduces attack surfaces for cyber risks in complex heterogeneous multi-vendor environments. Modern APM solutions based on ABB Ability™ History can provide patented advanced security for multi-hop remote maintenance where the traditional security risks such as man-in-the-middle attacks can be eliminated.
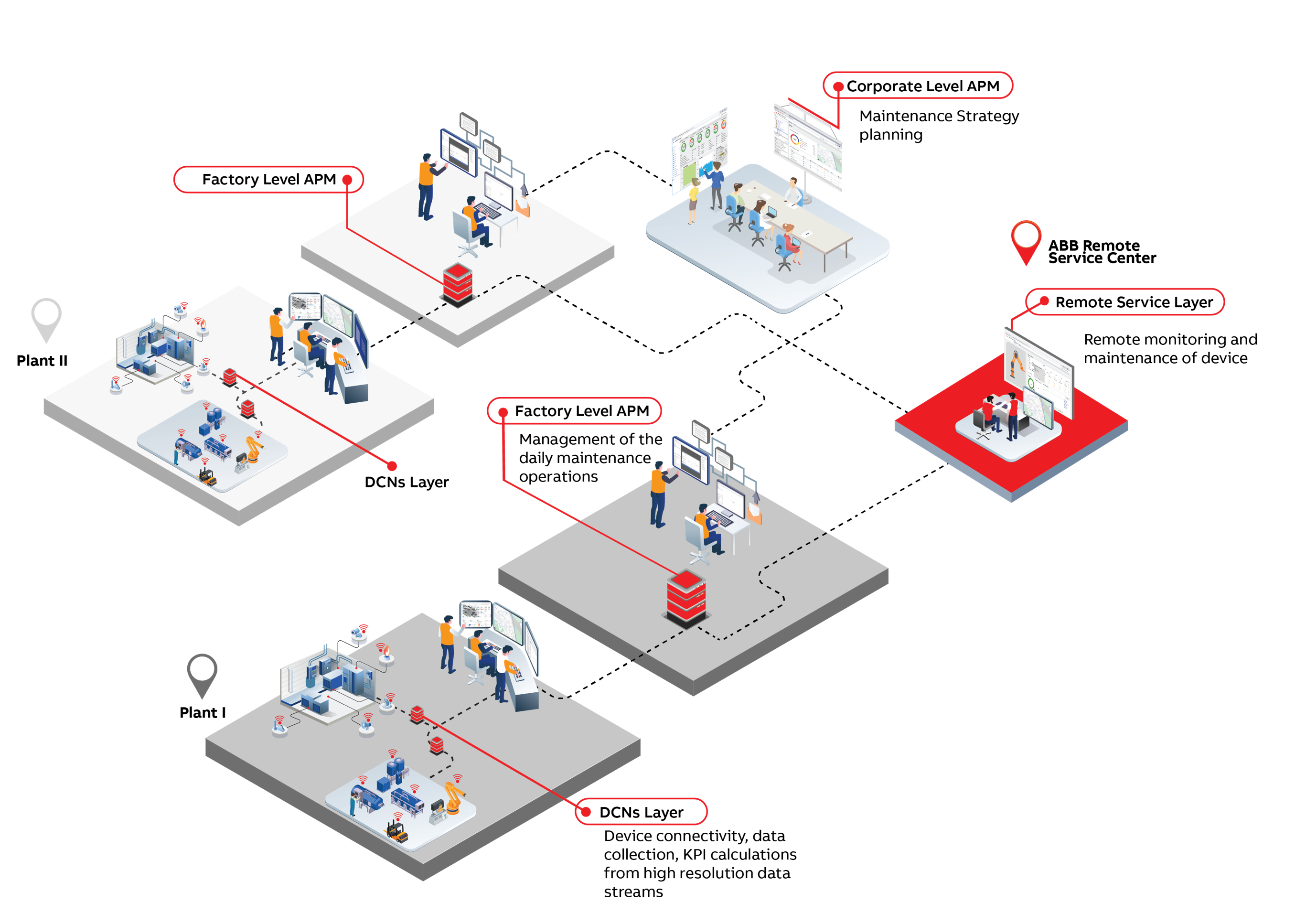
Services For All Stakeholders
APM system serves multiple stakeholders in their decision-making. Maintenance staff at the factory floor level need information on the device failures, need for calibration, or maintenance requests in their daily work, and they record the maintenance actions to the APM system for later knowledge and analytics. Maintenance management prioritizes the daily work at a factory level based on data analyses, KPIs, and criticality assessments. At the corporate level maintenance strategy planning can be based on the data collected from multiple factories and device fleet analytics. Device manufacturers such as ABB, can monitor the device performance and take maintenance actions remotely.
ABB Ability™ History is an excellent platform for APM systems, because it supports the flexibility to build networked systems that easily fit into the industrial OT/IT landscape with high cyber security and reliability requirements, ensures data quality in multiple aspects, and provides excellent user experience to stakeholders according to their preferences. It is also the preferred platform for application developers and system integrators with its industrial Low Code Application (iLCAP) development tooling and open standard interfaces. ABB Ability™ History can capture a vast amount of data at high speeds and supports write-to-device bidirectional communication e.g. for setpoints produced by the applications.
Device Integration and Data Collection with DCNs
APM data collection is typically heterogeneous and needs multiple protocols and physical distribution. Industry-standard protocols such as OPC UA and Modbus are used to connect industrial devices and control systems. Low-cost IoT sensors enable additional instrumentation of the assets and the data collection takes place frequently with message broker protocols such as MQTT.
ABB Ability™ History simplifies data collection and storage by allowing any number of Data Collector Nodes (DCN) that can connect the devices locally in secure isolated networks. DCNs are connected to factory-level ABB Ability™ History with a bidirectional secure protocol. Ready-made equipment models for industrial devices automate the data acquisition and provide well-organized semantics for the data and equipment hierarchies when cumulated to a factory-level APM system. IoT sensors can also use ready-made equipment models or the models can be created automatically based on the sensor property definitions.
High-resolution sensor data such as raw vibration data needs local processing in DCN to calculate KPIs and take samples to be transferred to a factory-level system for later analysis. ABB Ability™ History enables applications to be run at any level in the APM system providing the flexibility to make the calculations efficiently, in real time, and at low cost. Application calculations are an integral part of the equipment models and both the execution and data transfer between the system levels are fully automated.
Factory Level APM Is The Center of Daily Operations Management
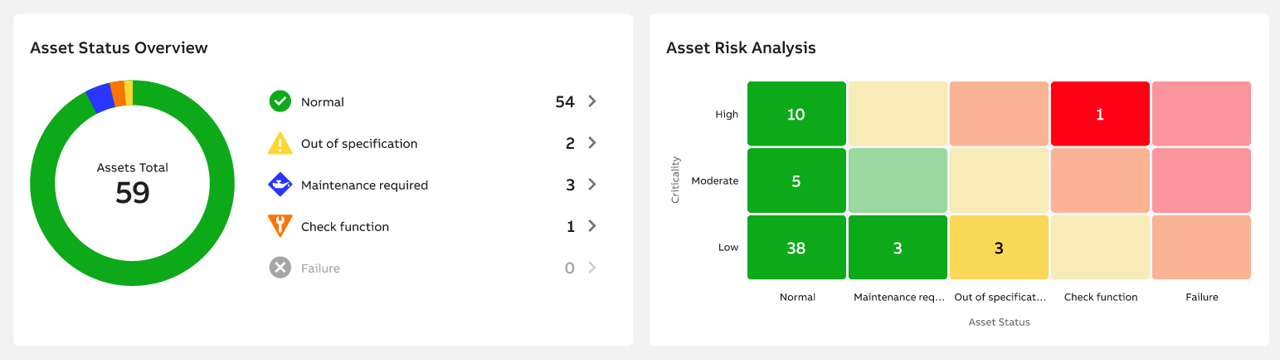
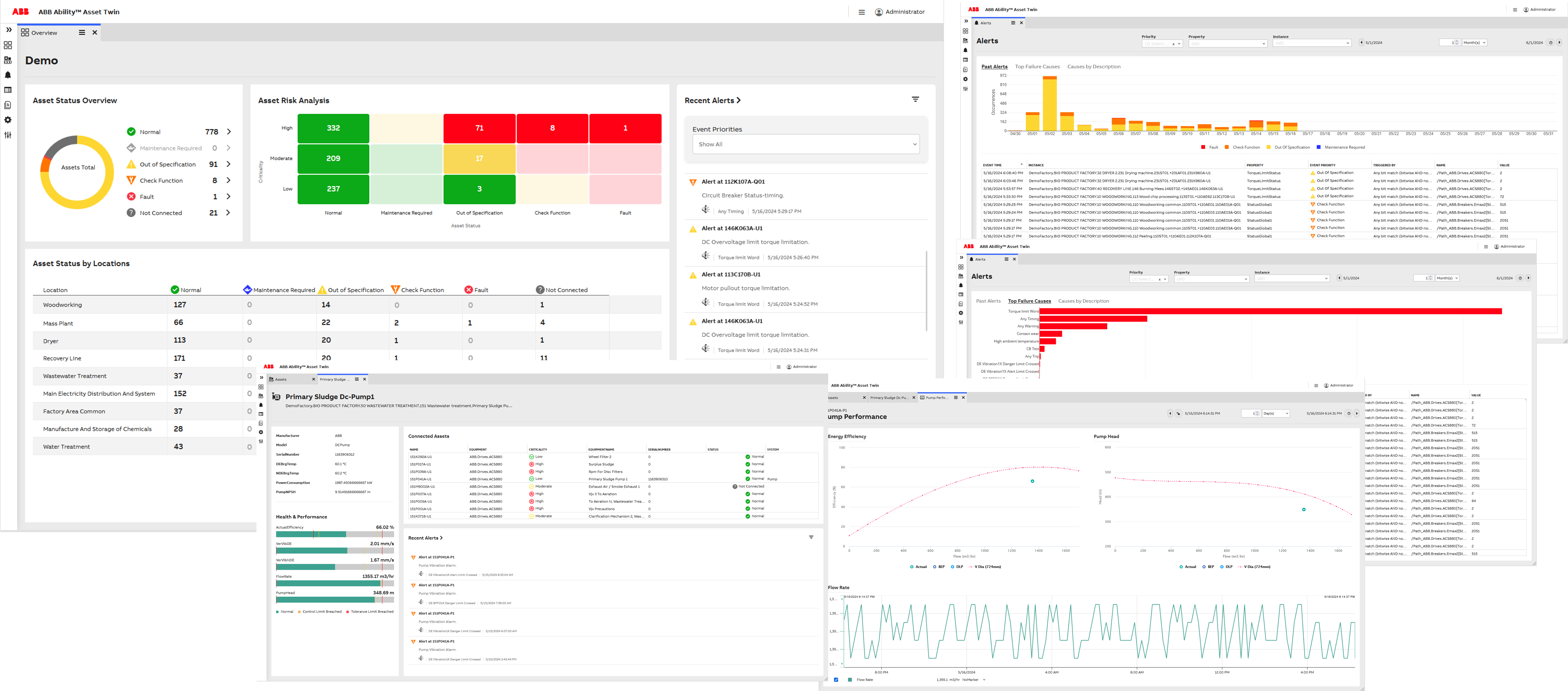
Factory-level APM systems provide the information and tools to manage the daily operations of the maintenance work. Device failures, risks for failures, decreased performance, and needs for maintenance or calibration can be found easily in APM dashboards and the maintenance work can be prioritized and followed.
The data from the connected devices and sensors are collected and synchronized at the factory-level APM. Then applications refine it to be understood by humans and visualized to maintenance personnel according to APM standards such as NAMUR. Standard presentation formats are important in prompting information usability, ensuring maintenance indicators are properly understood and guiding the actions.
Factory-level APM can be a mission-critical system for factory operations. The high availability features of ABB Ability™ History ensure data availability and application reliability. IT system integrations are facilitated with open standard APIs that enable access to well-structured equipment model-based online data, history data, and metadata.
Enterprise Level APM Enables Strategic Maintenance Planning
Factory-level data can be consolidated into an enterprise-level APM system that enables advanced analytics to device fleets and strategic maintenance planning. ML and AI-assisted analytics may be applied at DCN or factory-level APM systems, but the development is currently preferred in enterprise-level systems that typically reside in Cloud.
Data sharing for research and e.g. external analytic purposes is easy with the open standard APIs such as OData of ABB Ability™ History. There is also a possibility to push the data to 3rd party systems online.
Remote Service Centers
ABB Ability™ History enables easy sharing of real-time data from devices to the ABB service centre for continuous monitoring and deep device manufacturer-level analytics of the performance. Device maintenance such as software upgrades or parameter changes can be performed remotely through the APM system down to the device. Remote access is end-to-end secure. The service engineer does not need any user accounts in the customer system. Their access is authorized from ABB AD and the device can verify the authentication and check the access rights of the engineer.
Easy Application Development
ABB Ability™ History provides easy to use low code application development (iLCAP) tooling that enable high productivity. You can create model based applications without coding to enterprise level fleet analytics and strategic planning, factory level maintenance management, real-time condition monitoring, and drill-down to device internals. Dashboards can be used also with mobile devices and enriched with 3rd party widgets.
Support for Machine Learning Applications
Calculation tooling of ABB Ability™ History is an easy integrator for various advanced applications. Equipment model-based calculations can serve the application logic with continuous data streams or batch type of history and store the results back to the database for presentation and sharing. The model-based deployment is automatic and scalable up to thousands of device instances. The application training can take place in the Cloud and the actual runtime deployment, e.g. in the DCN level to enable the most performance and cost-efficient execution.
Updated 8 months ago